































40px
80px
80px
80px


Confronto tra i processi di lavorazione CNC di ottone e leghe di alluminio e punti tecnici chiave:
1. Proprietà dei materiali e selezione degli utensili
Lavorazione dell'ottone:
--Utilizzare utensili diamantati (velocità di taglio consigliata Vc 200-400 m/min)
--Avanzamento per dente 0,05-0,15 mm/dente, profondità di taglio 1-3 mm
- Prestare attenzione all'evacuazione dei trucioli; si consiglia un sistema di raffreddamento ad alta pressione.
Lavorazione delle leghe di alluminio:
--Utensili in metallo duro (velocità di taglio consigliata Vc 300-800 m/min)
--Avanzamento per dente 0,1-0,3 mm/dente, profondità di taglio 2-5 mm (sgrossatura)
--Usa un fronte dritto Riduci l'incollatura con i taglia angoli
2. Raccomandazioni per l'ottimizzazione dell'elaborazione
Lavorazione dell'ottone:
--Utilizzare tecniche di taglio a secco o di lubrificazione minima
--Controllare la temperatura di taglio (consigliata <200°C)
--Ottimizzazione della finitura superficiale: aumento della velocità di taglio da 150 m/min a 200 m/min, riducendo al contempo la velocità di avanzamento a 0,05 mm/min
Lavorazione delle leghe di alluminio:
--Utilizzare un refrigerante idrosolubile per prevenire la deformazione termica
--Mantenere l'affilatura degli utensili (si consigliano 50-100 pezzi per intervallo di affilatura)
--Controllare la temperatura ambiente a 20 ± 1°C per ridurre al minimo la deformazione termica

Officina CNC

Officina CNC

Officina CNC
Officina CNC

Officina CNC

Officina CNC
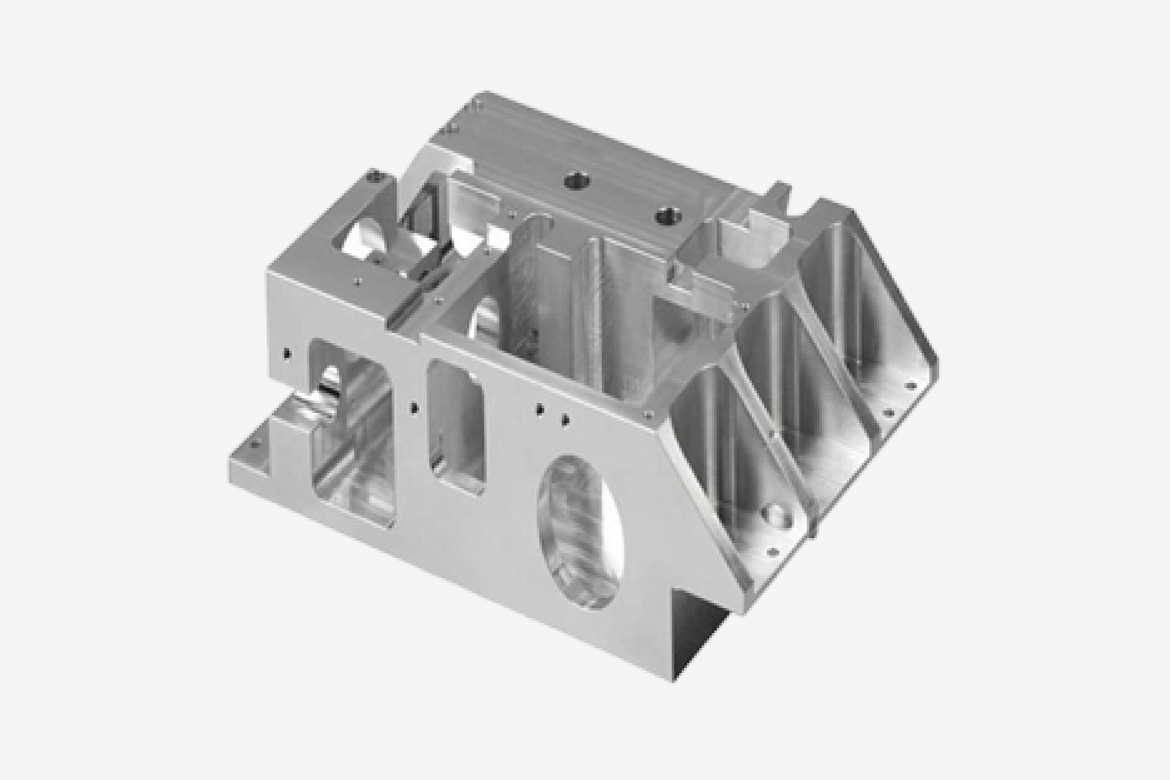
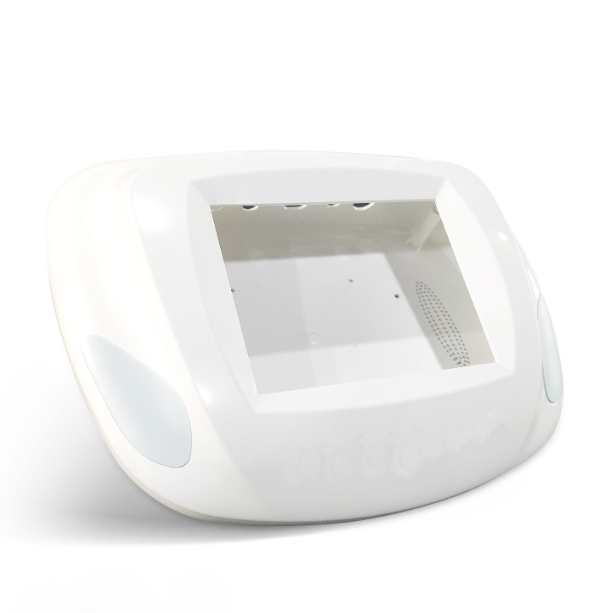
Parti di fresatura CNC
Esplora la nostra Galleria di componenti fresati CNC per vedere componenti realizzati con precisione e realizzati con elevata accuratezza e qualità.





Tolleranze per la fresatura CNC
3 assi | 4 assi | 5 assi | |
Dimensione massima della parte | 3000*1800*800 millimetri | 850*510*600 millimetri | 925*1050*600 millimetri |
Dimensione minima della parte | 5*5*5 millimetri | 5*5*5 millimetri | 5*5*5 millimetri |
Tolleranze generali | ± 0,05 millimetri | ± 0,02 millimetri | ± 0,01 millimetri |
Tempi di consegna | I componenti più semplici possono essere consegnati anche in un solo giorno. | La maggior parte dei progetti viene completata entro 3 giorni lavorativi. | La maggior parte dei progetti viene consegnata entro 3 giorni lavorativi. |

Caratteristiche principali della lavorazione di fresatura
1. Taglio multi-tagliente ed efficienza
-- Le frese hanno più taglienti (ad esempio, frese a candela con 4-6 taglienti), che possono partecipare al taglio simultaneamente, condividendo il carico e migliorando l'efficienza (del 30%-50% in più rispetto agli utensili a tagliente singolo).
-- Adatto per grandi velocità di avanzamento o lavorazioni ad alta velocità di taglio, come la fresatura di superfici con una profondità di taglio fino a 5-10 mm.
2. Taglio intermittente e vibrazione d'impatto
-- I denti della fresa si innestano e si disinnestano periodicamente dal pezzo in lavorazione, causando fluttuazioni nella forza di taglio e richiedendo macchine con una buona rigidità (ad esempio, fresatrici per impieghi gravosi) per garantire la precisione.
-- Il taglio intermittente facilita il raffreddamento dell'utensile e ne prolunga la durata, ma è necessario utilizzare materiali durevoli (ad esempio, carburo).
3. Flessibilità del processo: cambiando gli utensili (ad esempio, frese frontali, frese per cave a T), è possibile elaborare caratteristiche complesse quali superfici piane, scanalature, ingranaggi e superfici curve.
-- Supporta collegamenti multiasse (ad esempio, fresatura a cinque assi) per ottenere la lavorazione di profili tridimensionali complessi (ad esempio, cavità di stampi). 4. Qualità della superficie controllabile: la regolazione dei parametri di taglio (ad esempio, velocità di avanzamento, velocità) può controllare la rugosità della superficie (Ra 0,8-12,5 μm).
-- I taglienti secondari delle frese possono lucidare le superfici con una rugosità fino a Ra 0,4μm.Gamma di lavorazioni di fresatura
1. Lavorazione di base: superfici piane/a gradini: le frese frontali (frese a candela) lavorano grandi superfici piane, mentre le frese a tre taglienti lavorano a gradini.
-- Scanalature/Chiavi: le frese a candela realizzano scanalature dritte, le frese per sedi chiavette elaborano scanalature chiavette (precisione IT8-IT9).2. Elaborazione di caratteristiche complesse
-- Ingranaggi/Filettature: le frese a candela modulari lavorano gli ingranaggi, le frese per filettare lavorano le filettature.
-- Cavità/Stampi: le frese a testa sferica elaborano curve tridimensionali (ad esempio, stampi a iniezione).
2. Elaborazione speciale
-- Taglio/Indicizzazione: le lame delle seghe tagliano i pezzi in lavorazione, le teste divisorie realizzano fori/denti uniformemente distanziati.
-- Scanalature di forma speciale: le frese a coda di rondine e le frese a T elaborano strutture di connessione specifiche. Scenari applicativi tipici
-- Produzione automobilistica: fresatura di superfici piane di blocchi motore, lavorazione di gusci di scatole del cambio.
-- Aerospaziale: Strutture delle fusoliere, componenti strutturali del carrello di atterraggio.
-- Elettronica: Slot di montaggio per circuiti stampati, serie di alette del dissipatore di calore.
Confronto con altri
ProcessiTornitura:
Adatta per parti rotanti (ad esempio alberi), la fresatura è più indicata per profili poliedrici/complessi.
Perforazione:
La fresatura può sostituire alcune operazioni di foratura (ad esempio fori di grande diametro), ma con maggiore precisione.











40px
80px
80px
80px