





































40px
80px
80px
80px




Processo di fusione sotto vuoto:
1. Principi e classificazioni del processo
--La colata sotto vuoto è una tecnica che crea una pressione negativa in un ambiente sigillato, consentendo al metallo fuso di riempire lo stampo sotto l'influenza di una differenza di pressione. Si divide principalmente in due tipologie:
--Fusione sotto vuoto: la porta dello stampo viene inserita nel metallo fuso, quindi viene creato il vuoto, utilizzando la pressione negativa per forzare il metallo fuso verso l'alto e all'interno dello stampo.
--Pressofusione sotto vuoto: l'iniezione ad alta pressione viene eseguita sotto vuoto, adatta alla produzione di getti ad alta precisione.
2. Flusso del processo principale
--Preparazione alla sigillatura: il guscio di rivestimento viene posizionato in una camera sigillata e il canale di colata viene immerso nel metallo fuso.
--Formazione del vuoto: la pompa del vuoto viene attivata per portare la camera sigillata a una pressione negativa di -66.500 Pa (-500 mmHg).
--Riempimento del metallo: sotto pressione negativa, il metallo fuso sale lungo il canale e riempie la cavità dello stampo.
--Solidificazione e sformatura: dopo che la fusione si è solidificata, il vuoto viene rilasciato e il metallo fuso rimanente torna nel forno.
3. Caratteristiche tecniche
--Colata per aspirazione diretta: utilizza il metodo CLA, invertendo lo stampo dopo il riempimento per ottenere l'alimentazione tramite ritiro
--Colata di aspirazione speciale: migliora le capacità di alimentazione del restringimento attraverso il controllo della differenza di pressione tra le camere di tenuta superiore e inferiore
--Schermatura con gas inerte: il metodo CLV è adatto per leghe ad alta temperatura e previene l'ossidazione del metallo
4. Vantaggi dell'applicazione
--La finitura superficiale della fusione può raggiungere Ra 1,6-6,3μm
--Aumenta l'utilizzo del metallo del 30%, migliorando la resa del processo
--Applicabile a materiali speciali come leghe di titanio e leghe ad alta temperatura
--Non è richiesto alcun legante, con un tasso di recupero della sabbia di scarto superiore al 95%.
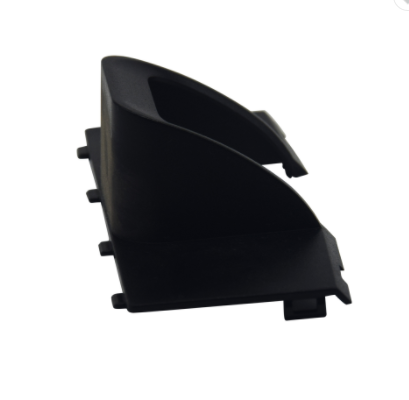
I nostri prodotti

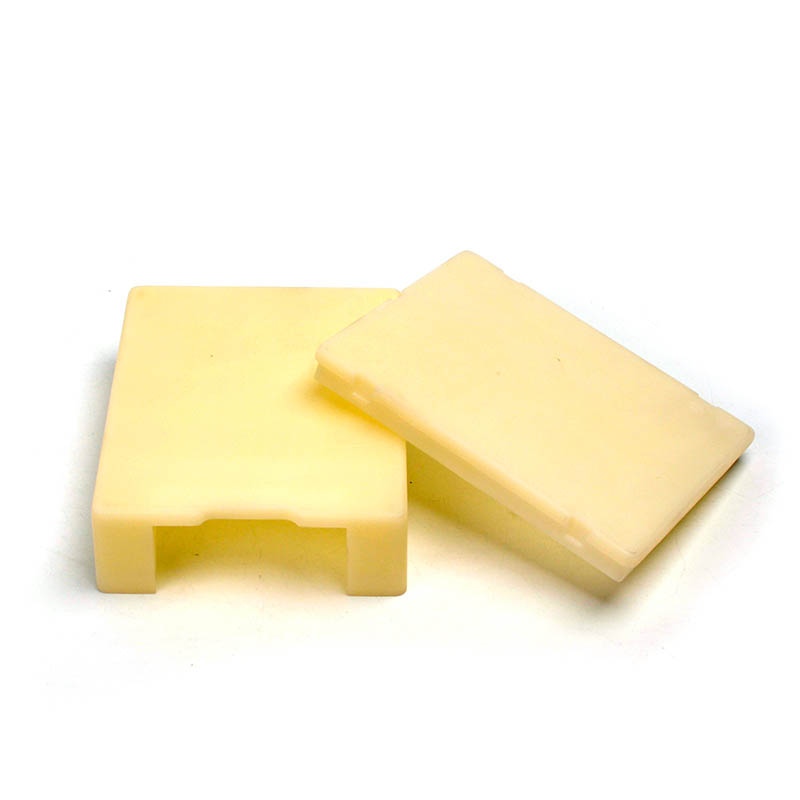







Che cos'è la fusione sotto vuoto?
La fusione sotto vuoto, nota anche come fusione in silicone o fusione in poliuretano, è un processo in cui un modello master viene replicato utilizzando uno stampo in silicone riempito con un materiale come la resina poliuretanica sotto vuoto.
Ciò aiuta a eliminare le bolle d'aria, garantendo precisione, uniformità e forme complesse dei pezzi.
È ideale per la produzione in piccoli volumi e la prototipazione rapida, poiché consente di realizzare parti con finiture superficiali e proprietà meccaniche simili a quelle ottenute tramite stampaggio a iniezione.
Settori come quello automobilistico, aerospaziale e dei beni di consumo traggono vantaggio dai prodotti personalizzati e di alta qualità realizzati in questo modo.
Grazie ai minori costi di attrezzaggio e ai tempi di consegna più rapidi, la fusione sotto vuoto rappresenta un'opzione conveniente per le aziende che desiderano innovare senza ingenti investimenti di capitale.
Materiali per colata sotto vuoto
Scopri materiali di colata sotto vuoto di alta qualità per soddisfare le esigenze specifiche e i requisiti prestazionali del tuo progetto.
| Materiale | Descrizione | Aspetto | Sottotipi |
|---|---|---|---|
| Simile alla gomma morbida | La fusione sotto vuoto è un ottimo metodo per realizzare componenti e prototipi in gomma. I materiali morbidi e simili alla gomma sono ideali per componenti che richiedono flessibilità e resistenza, utilizzati sia in prodotti industriali che in oggetti di uso quotidiano. | Trasparente incolore, trasparente giallo | T0387,8400 |
| Simile a PA | Il PX223 è un materiale simile al nylon, utilizzato negli stampi in silicone per realizzare parti resistenti e flessibili, in grado di sopportare carichi elevati. | Nero, Fulvo | Modello PX223 |
| Simile all'ABS | La fusione sotto vuoto consente di realizzare componenti robusti, simili all'ABS, che resistono agli urti e hanno un buon isolamento. Questi componenti sono spesso utilizzati per involucri elettronici, componenti per automobili e altro ancora. | Beige, Nero, Bianco latte | Hei-Cast 8150, PZ858, 6160, P+600 |
| Simile a PP | UP 5690 ha proprietà simili ai veri materiali in PP e HDPE. È facile da lavorare, resistente agli urti e flessibile. È ideale per realizzare paraurti, scatole per attrezzature, coperture e utensili che riducono le vibrazioni. | Bianco, Nero | SU 5690 |
| Simile al PMMA | La fusione in uretano è un buon metodo per realizzare parti trasparenti. Il PX-5210 non è trasparente come il vero PMMA, ma ha una discreta trasparenza, è facile da lucidare, non ingiallisce e resiste bene alla luce UV. Questo lo rende una scelta valida per molti usi in cui sono necessari pezzi trasparenti. | Trasparente | Modello PX 5210 |
| Simile al PC | Il PX520 viene utilizzato negli stampi in silicone per realizzare prototipi e modelli che presentano resistenza e tenacità simili al vero materiale PC (policarbonato). | Bianco, trasparente | Modello PX520 |
Trattamento superficiale di colata in poliuretano
I nostri trattamenti superficiali per getti in poliuretano garantiscono una superficie liscia e impeccabile che coniuga durevolezza ed estetica.
| Finiture disponibili | Descrizione |
|---|---|
| Opaco/satinato | Le parti hanno una finitura liscia e satinata perché il modello principale è stato sabbiato fino a ottenere una texture opaca. Le parti trasparenti o trasparenti appariranno satinate con questa finitura. Le finiture opache sono ideali per le aree che vengono toccate spesso perché nascondono meglio le impronte digitali. |
| Semi-lucido | Le finiture semilucide hanno una leggera lucentezza, ma non eccessiva. Si collocano a metà strada tra il lucido (high-gloss) e l'opaco (opaco), conferendo alla superficie un aspetto liscio e facile da pulire. |
| Lucido | Una finitura lucida con elevata brillantezza richiede che il modello master venga lucidato prima di realizzare lo stampo. Questa finitura ha un aspetto brillante e rende le parti trasparenti ancora più trasparenti. L'elevata brillantezza è ideale per i modelli che necessitano di una superficie liscia e pulita o per le lenti. |
| strutturato | La texture viene aggiunta al modello master utilizzando vernice e metodi manuali prima di realizzare lo stampo. La texturizzazione è utile per le aree più soggette a usura, come le maniglie, perché le protuberanze e le scanalature migliorano la presa e riducono impronte digitali o graffi. |
| Costume | La personalizzazione può anche prevedere servizi aggiuntivi, come l'aggiunta di finiture, verniciatura, ecc. |



40px
80px
80px
80px