






























40px
80px
80px
80px

Descrizione tecnica della lavorazione delle parti metalliche del rilevatore medico:
1. Materiali di base e caratteristiche di lavorazione
--Lega di titanio (Ti-6Al-4V): adatta per componenti strutturali di rilevatori ad alta precisione, con eccellenti proprietà biocompatibili (conforme alla norma ISO 10993-5) e meccaniche, e una resistenza alla trazione di ≥900 MPa.
--Acciaio inossidabile (304/316L): utilizzato per gli alloggiamenti dei rilevatori e i componenti portanti, che richiedono una lavorazione di precisione della lamiera (tolleranza ±0,05 mm) e lucidatura a specchio (Ra ≤ 0,2 μm).
--Lega di cobalto-cromo: utilizzata per componenti di trasmissione di precisione nei rilevatori, con una durezza di HV 400-500 e che richiede fusione sotto vuoto e finitura CNC.
2. Tecnologie di elaborazione chiave
--Lavorazione di precisione CNC: un centro di lavorazione a cinque assi raggiunge una precisione di ±0,02 mm, utilizzato per la lavorazione dei componenti del rilevatore centrale (come le staffe dei sensori).
--Stampa 3D: la tecnologia SLM viene utilizzata per realizzare parti strutturali complesse (come le staffe dei rilevatori porosi), con uno spessore dello strato di 20-30 μm e una porosità del 60-80%.
--Trattamento superficiale: lega di titanio trattata con sabbiatura e incisione acida (processo SLA), con una rugosità superficiale di Ra 0,8-1,6 μm.
3. Casi applicativi tipici
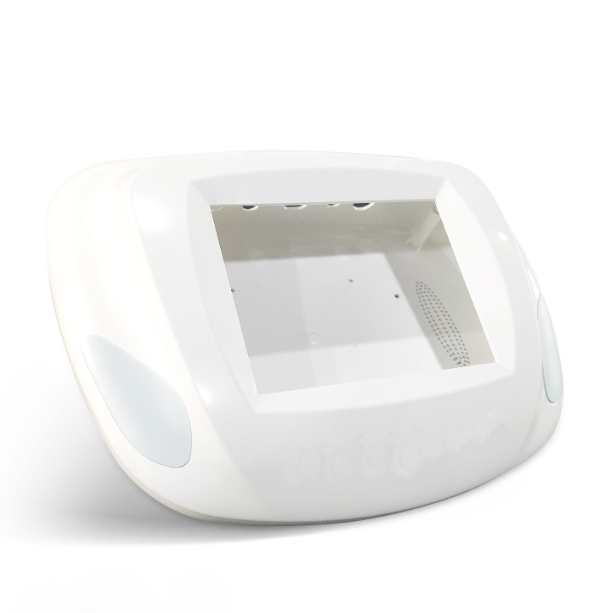
--Alloggiamento del rilevatore: lamiera di acciaio inossidabile 304, zincata, con grado di protezione IP65.
--Supporto sensore: lavorato a CNC in lega di titanio, con una precisione di adattamento di ≤5μm, per garantire dati di prova stabili.
--Blocco di prova: blocco standard in acciaio inossidabile SUS (1,0-5,0 mm), utilizzato per la calibrazione del metal detector.
4. Standard di controllo qualità
--Ispezione dimensionale: la macchina di misura a coordinate (CMM) verifica le dimensioni critiche, come la tolleranza della profondità della filettatura di ±0,01 mm.
--Biocompatibilità: testato per citotossicità (ISO 10993-5) e sensibilizzazione (ISO 10993-10).
--Requisiti di certificazione: l'ambiente di produzione deve essere conforme al sistema di gestione della qualità dei dispositivi medici ISO 13485:2016.

Officina CNC

Officina CNC

Officina CNC
Officina CNC

Officina CNC

Officina CNC
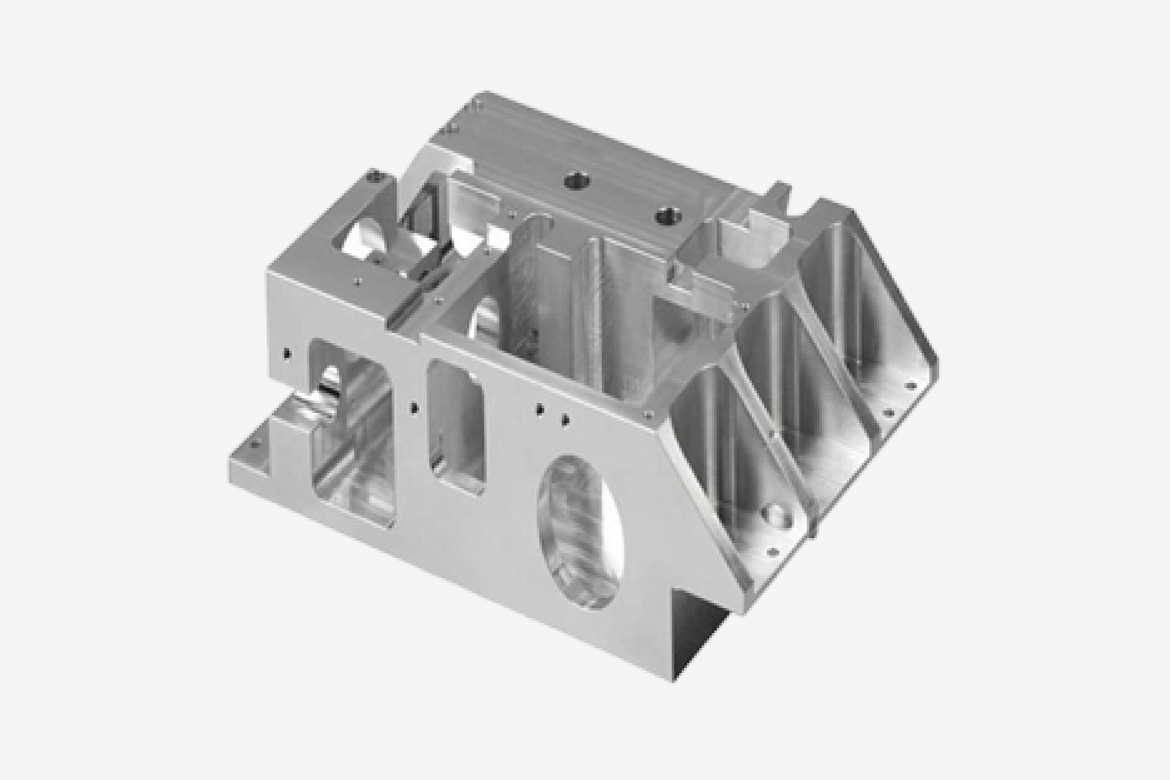
Parti di fresatura CNC
Esplora la nostra Galleria di componenti fresati CNC per vedere componenti realizzati con precisione e realizzati con elevata accuratezza e qualità.





Tolleranze per la fresatura CNC
3 assi | 4 assi | 5 assi | |
Dimensione massima della parte | 3000*1800*800 millimetri | 850*510*600 millimetri | 925*1050*600 millimetri |
Dimensione minima della parte | 5*5*5 millimetri | 5*5*5 millimetri | 5*5*5 millimetri |
Tolleranze generali | ± 0,05 millimetri | ± 0,02 millimetri | ± 0,01 millimetri |
Tempi di consegna | I componenti più semplici possono essere consegnati anche in un solo giorno. | La maggior parte dei progetti viene completata entro 3 giorni lavorativi. | La maggior parte dei progetti viene consegnata entro 3 giorni lavorativi. |

Caratteristiche principali della lavorazione di fresatura
1. Taglio multi-tagliente ed efficienza
-- Le frese hanno più taglienti (ad esempio, frese a candela con 4-6 taglienti), che possono partecipare al taglio simultaneamente, condividendo il carico e migliorando l'efficienza (del 30%-50% in più rispetto agli utensili a tagliente singolo).
-- Adatto per grandi velocità di avanzamento o lavorazioni ad alta velocità di taglio, come la fresatura di superfici con una profondità di taglio fino a 5-10 mm.
2. Taglio intermittente e vibrazione d'impatto
-- I denti della fresa si innestano e si disinnestano periodicamente dal pezzo in lavorazione, causando fluttuazioni nella forza di taglio e richiedendo macchine con una buona rigidità (ad esempio, fresatrici per impieghi gravosi) per garantire la precisione.
-- Il taglio intermittente facilita il raffreddamento dell'utensile e ne prolunga la durata, ma è necessario utilizzare materiali durevoli (ad esempio, carburo).
3. Flessibilità del processo: cambiando gli utensili (ad esempio, frese frontali, frese per cave a T), è possibile elaborare caratteristiche complesse quali superfici piane, scanalature, ingranaggi e superfici curve.
-- Supporta collegamenti multiasse (ad esempio, fresatura a cinque assi) per ottenere la lavorazione di profili tridimensionali complessi (ad esempio, cavità di stampi). 4. Qualità della superficie controllabile: la regolazione dei parametri di taglio (ad esempio, velocità di avanzamento, velocità) può controllare la rugosità della superficie (Ra 0,8-12,5 μm).
-- I taglienti secondari delle frese possono lucidare le superfici con una rugosità fino a Ra 0,4μm.Gamma di lavorazioni di fresatura
1. Lavorazione di base: superfici piane/a gradini: le frese frontali (frese a candela) lavorano grandi superfici piane, mentre le frese a tre taglienti lavorano a gradini.
-- Scanalature/Chiavi: le frese a candela realizzano scanalature dritte, le frese per sedi chiavette elaborano scanalature chiavette (precisione IT8-IT9).2. Elaborazione di caratteristiche complesse
-- Ingranaggi/Filettature: le frese a candela modulari lavorano gli ingranaggi, le frese per filettare lavorano le filettature.
-- Cavità/Stampi: le frese a testa sferica elaborano curve tridimensionali (ad esempio, stampi a iniezione).
2. Elaborazione speciale
-- Taglio/Indicizzazione: le lame delle seghe tagliano i pezzi in lavorazione, le teste divisorie realizzano fori/denti uniformemente distanziati.
-- Scanalature di forma speciale: le frese a coda di rondine e le frese a T elaborano strutture di connessione specifiche. Scenari applicativi tipici
-- Produzione automobilistica: fresatura di superfici piane di blocchi motore, lavorazione di gusci di scatole del cambio.
-- Aerospaziale: Strutture delle fusoliere, componenti strutturali del carrello di atterraggio.
-- Elettronica: Slot di montaggio per circuiti stampati, serie di alette del dissipatore di calore.
Confronto con altri
ProcessiTornitura:
Adatta per parti rotanti (ad esempio alberi), la fresatura è più indicata per profili poliedrici/complessi.
Perforazione:
La fresatura può sostituire alcune operazioni di foratura (ad esempio fori di grande diametro), ma con maggiore precisione.












40px
80px
80px
80px